Net Shape
Composites
Higher Quality
The SQRTM Process Fosters Quality
- Matched tooling controls part dimensions
- Tool and preform under high vacuum (typically < .5mm Hg abs.)
- Resin hydrostatic pressure, typically 90-100 psi, is monitored and controlled (more directly than in autoclave)
Resulting in:
- Tight dimensional control
- Low void count

SQRTM = Faster Cycle Time
Process Control with FloWare™
FloWare™ software controls and monitors the following:
- Tool heating
- Injection cycle
- Cure cycle
- Tool cooling

Lower Cost
Lower Cost by integrating detail parts in Net-Shape design
- Fastener cost reduction
- Savings of 10-12% just from eliminating fasteners
- Trim and assembly cost reduction
- Tooling Costs less than or equal to autoclave
- Non-recurring tooling cost is similar or less than autoclave tooling
- Autoclave requires various trim and assembly fixtures
- QA/Documentation cost reduction
- Fewer parts reduces QA inspection task
- Worlds largest manufacturers are using Radius Net Shape technology to lower costs.

RTM
- RTM uses Dry Preform
- Fabric contains a small amount of “binder” resin to stabilize preform (~5%)
- Dry fabric layups placed in tool
- Vacuum is drawn on the tool
- Low viscosity RTM resin is injected

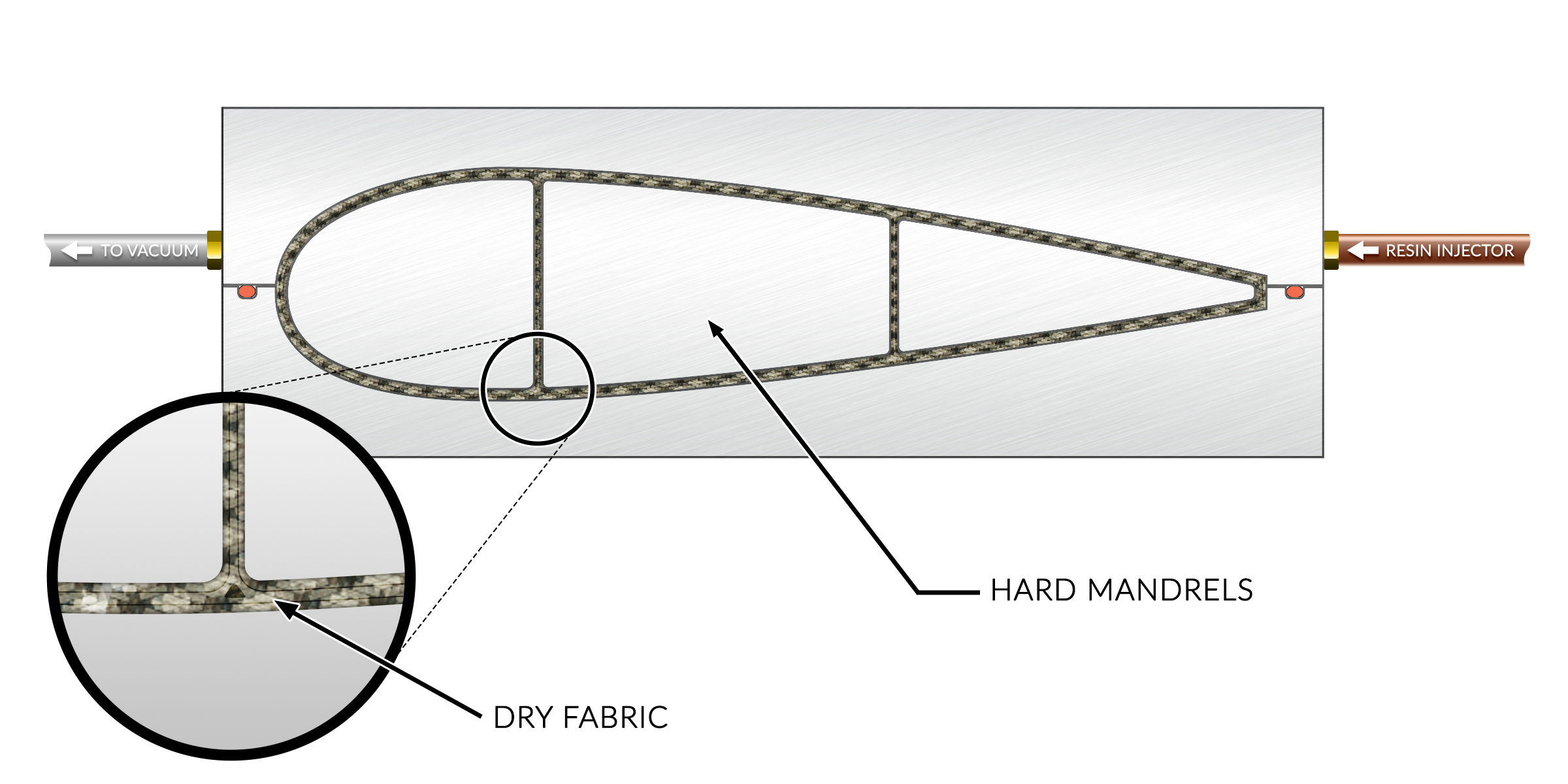
SQRTM
- SQRTM uses Prepreg Layups
- Tape-laid or fiber-placed Layups
- Layups are de-bulked under vacuum
- Same as for autoclave
- Vacuum is drawn on the tool
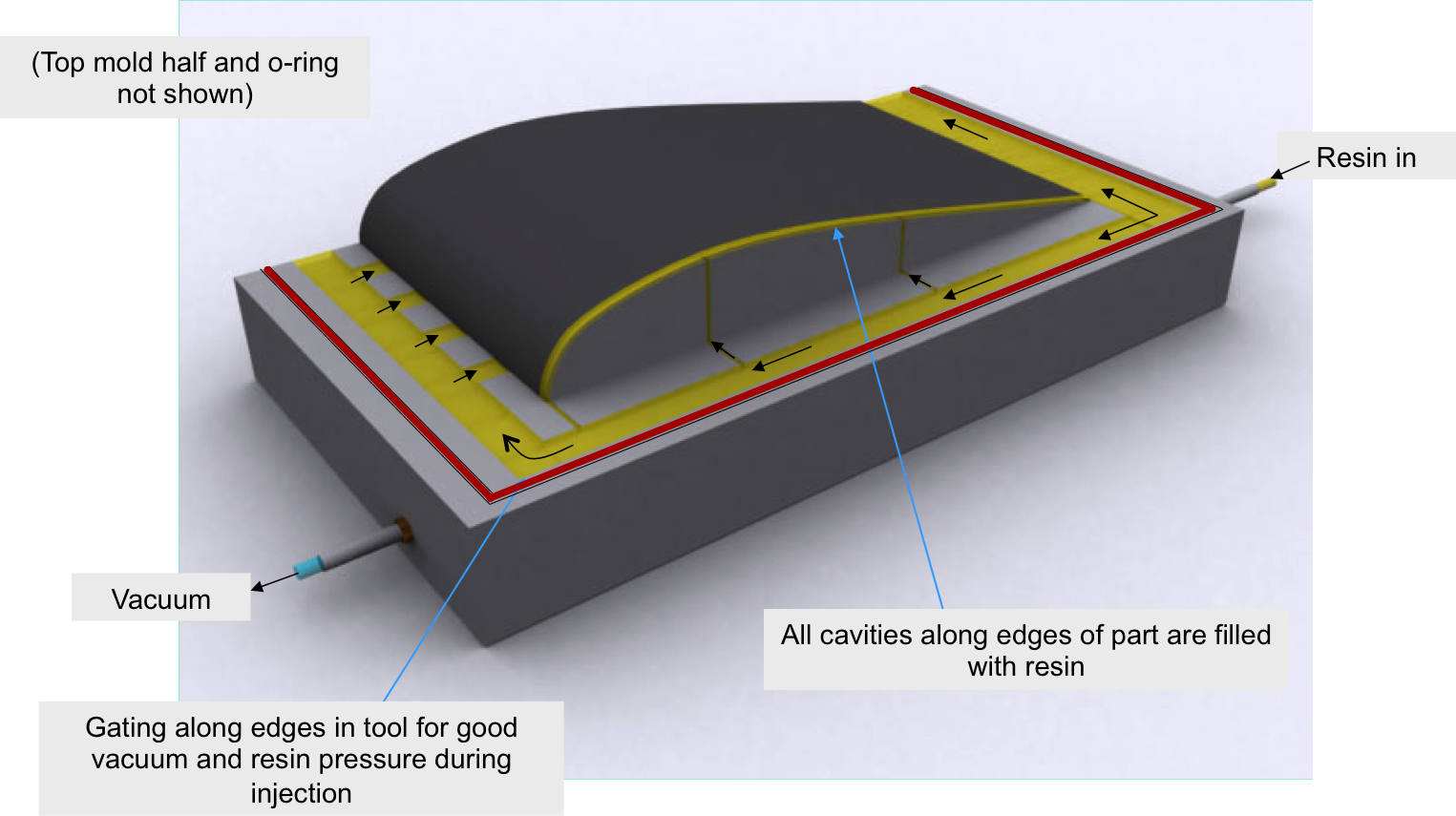
- Small amount of resin is injected
- Resin fills the tool cavity around edges of the part
RTM and SQRTM –Why Use Prepreg?
- Wide range of qualified toughened materials to choose from
- Prepreg is program specific
- Prepreg is “Same Qualified”
- Large existing Qualified database
- Tough resin systems such as:
- Hexcel 8552
- Cytec 977
- 5250-4
- Toray 3900
- Higher allowables than most RTM laminates
- Reduce lay up labor with automation
- Automated tape laying (ATL)
- Fiber Placement (FP)
Same-Qualified Resin Transfer Molding (SQRTM) Duplicates Autoclave Process
- SQRTM uses qualified prepreg (“same qualified”)
- Uses toughened resins such as Cytec 977-2, Hexcel 8552, Toray 3900-1
- Prepreg is tape-laid, drape-formed, or hand-laid, then debulked under vacuum, as per existing process spec.
- Part is transferred to matched tools made of Invar, steel or Al
- Tooling is clamped in press and instrumentation attached
- Process closely follows standard autoclave process:
- Vacuum is drawn on tool
- Heat-up/ramp rate follows prepreg fabrication spec.
- As tool is heated, small quantity of prepreg resin is injected into tool to fill tool cavity around edges of part
- Resin does not impregnate prepreg, only creates fluid pressure
- Resin hydrostatic pressure maintained at 6-7 bars during cure
- Cool-down follows prepreg spec.


SQRTM vs. Autoclave Cure Cycle

SQRTM Process & Equipment In Action (animation)
Workcells
Integrated Heating & Cooling, Pneumatic (no oil)


Much more information about Radius Engineering workcells can be found in the Manufacturing Workcells product section.
Injectors
Flow Controlled Injectors, Integrated Degasser
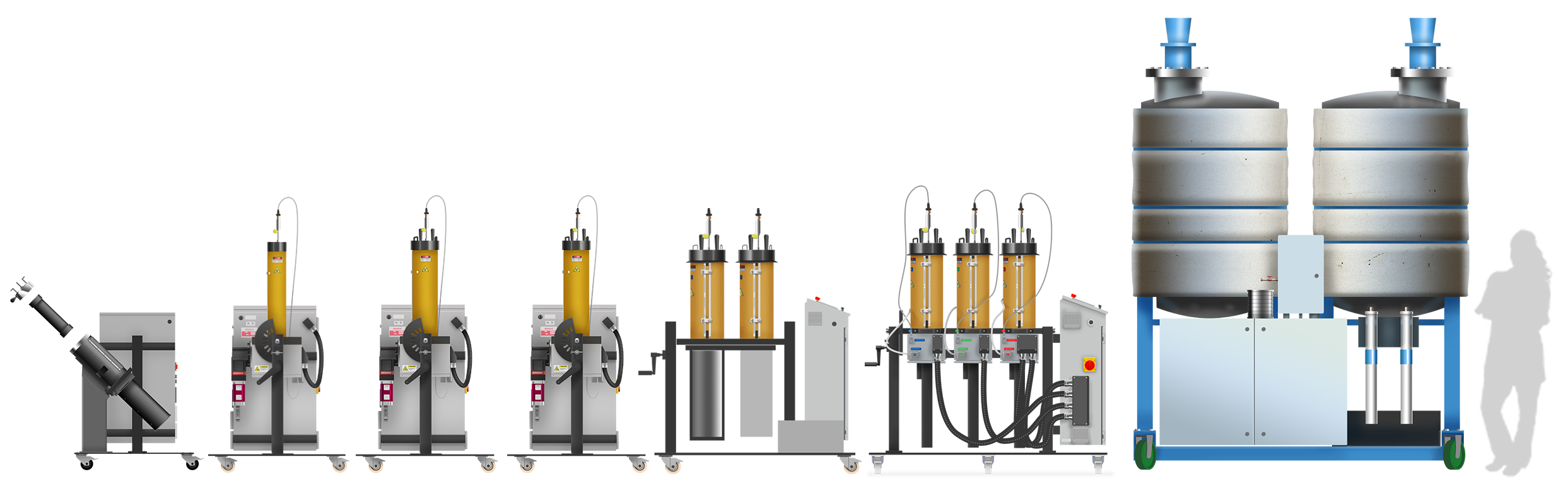

Much more information about Radius Engineering injectors can be found in the Injection Systems product section.
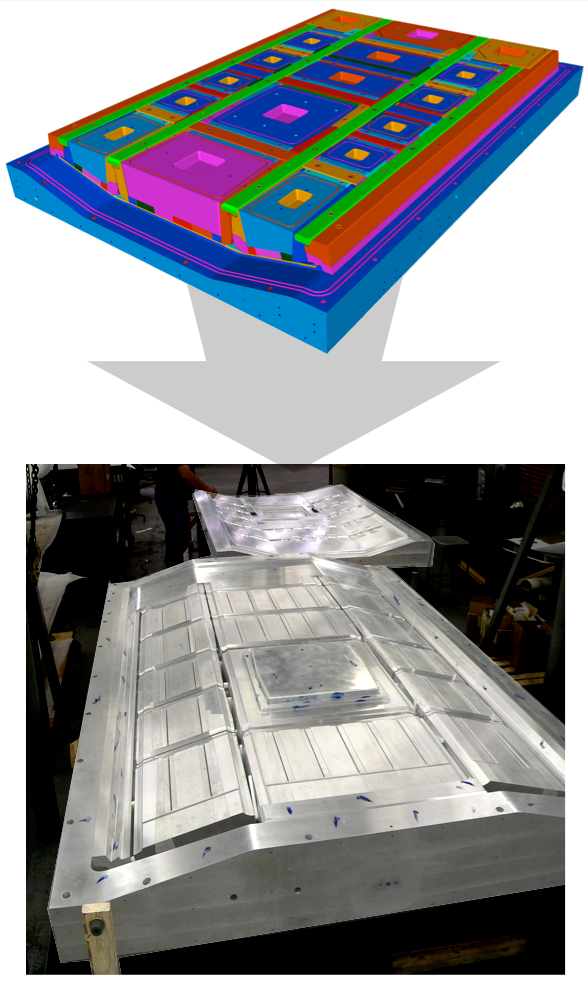
Tooling
- Tooling is designed to consider a number of features in order for it to perform successfully
-
- Sizing for Coefficient of Thermal Expansion (CTE)
- Resin injection ports
- Vacuum ports
- Vacuum seals & Part extraction and removal
- Resin flow paths
- Self alignment features
- Critical Dimension Constraining

Much more information about Radius Engineering tooling can be found in the SQRTM & RTM Tooling product section.
SQRTM Parts are in Pre-Production Development & in Production
- Global Hawk Component
- Helicopter Fuselage for Army Helicopter
- Proof of Concept Article: 3-Bay Wing Skin Test Panel
- Commercial Aircraft Components for Boeing
- Common to all parts is the use of existing qualified prepreg
- Reduction in qualification/certification time is seen by customers as key benefit to this enabling technology
Raytheon Premier1 Flight Control Surfaces
Control surfaces for the Raytheon Premier 1 business jet.

- Outboard Flap
- RTM process with braided internal webs, net molding with PR520 resin from 3M. Extremely low void content. Size: approx. 1.5' X 9'
- Inboard Flap
- RTM Process with braided internal web, net molding with PR520 resin from 3M. Extremely low void content. Size: approx. 1.5' X 5'
- Speed Brake
- 350F cure, internal pressure molding (IPM) with 977-2 prepreg. Net molding, fiber volume and void content typical of autoclave processing. Composite and titanium fitting co-cured.
- Roll Control Spoiler
- 350F cure, internal pressure molding (IPM) with 977 prepreg. Net molding. Fiber volume and void content typical of autoclave processing. Composite and titanium fittings co-cured.
- Aileron
- Trim Tab
- Radius provided a complete workcell including pneumatic press, injection system and net-shape tooling.




Bombardier Flap & Vane
Multi-Cell RTM Approach Saves Weight and Cost.


GE Aircraft & Albany International NextGen Engine Fan Blade


JASSM RTM Missile Wing and Tail Put into Production at Klune Industries
JASSM is AF & Navy next-generation cruise missile.
- Radius responsible for:
- Process development
- Tooling & equipment
- Training and facility set-up


Airbus A340 Spoiler Composite Center Fitting Replaces Metal
New composite Spoiler Fitting will reduce weight and cost on Airbus A330-340.
- Radius responsible for:
- Tooling design
- Process engineering
- First Article assistance


One-Piece SQRTM Wing Developed for Toyota Aviation New 4-Seat All-Carbon Aircraft
- Customer required one-piece structure for cost
- Goal is high-rate production of aircraft
- Skins, spars and ribs all integrated
- Radius roles:
- Design, technology, tooling, first flying prototypes


Global Hawk RQ-4B Enhanced Wing is Flying with SQRTM Technology
Multi-spar Wing Tip in production at Vought Aircraft
- Approx. 140” x 56”
- ~ 45 lbs
- Significant cost reduction vs. conventional design
- Used legacy resin required by USAF
- Radius provided:
- Development
- Prototypes
- Production tooling and equipment
- Training and first production articles


One-Piece UH-60 SARAP Fuselage Roof Is Most Complex Net-Shape Structure to Date
Project goals include:
- Reduced part count
- Increased payload
- Reduced manufacturing cost
- Conceptual design
- Process development
- Tooling and first articles



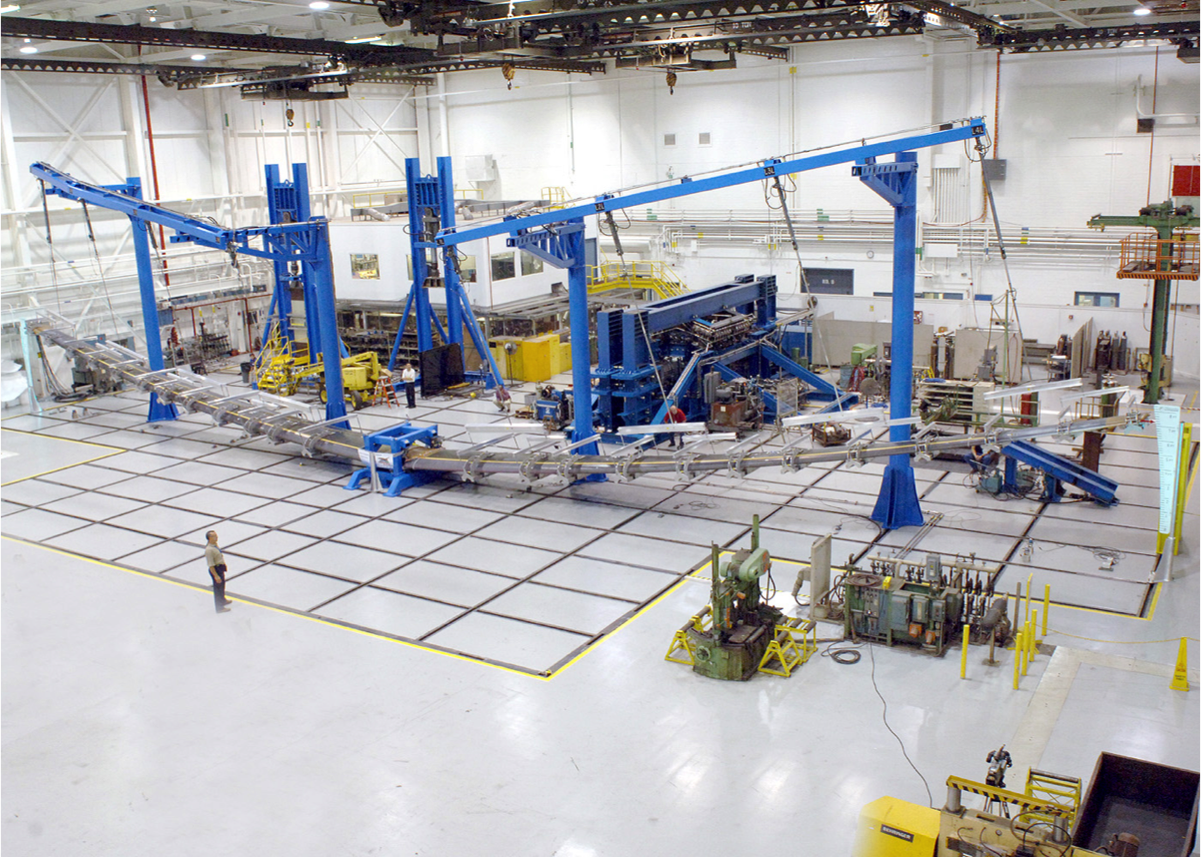
Airbus A320 Outboard Multi-Spar Flap
- 7.5m Long Single-Shot Flap.
- Multiple Internal Spars.
- Sub-Element and Full-Scale Part Fabrication
- Tooling
- Workcell
